以下是:广西省北海市【不锈钢管H型钢真材实料诚信经营】的产品参数
【国耀宏业】以匠心打造多元场景产品,涵盖
银海槽钢厂家、
铁山港镀锌钢板、
钦州槽钢、
梧州工字钢等。
【不锈钢管H型钢真材实料诚信经营】,
国耀宏业钢铁(北海市分公司)为您提供
【不锈钢管H型钢真材实料诚信经营】产品案例,联系人:
刘国耀,电话:
【18762195566】、【18762195566】。 广西壮族自治区,北海市 2022年,北海市生产总值为1674.21亿元,比2021年增长3.5%。
想要更直观地了解【不锈钢管H型钢真材实料诚信经营】产品吗??产品视频,带你走进产品世界
以下是:广西北海【不锈钢管H型钢真材实料诚信经营】的图文介绍

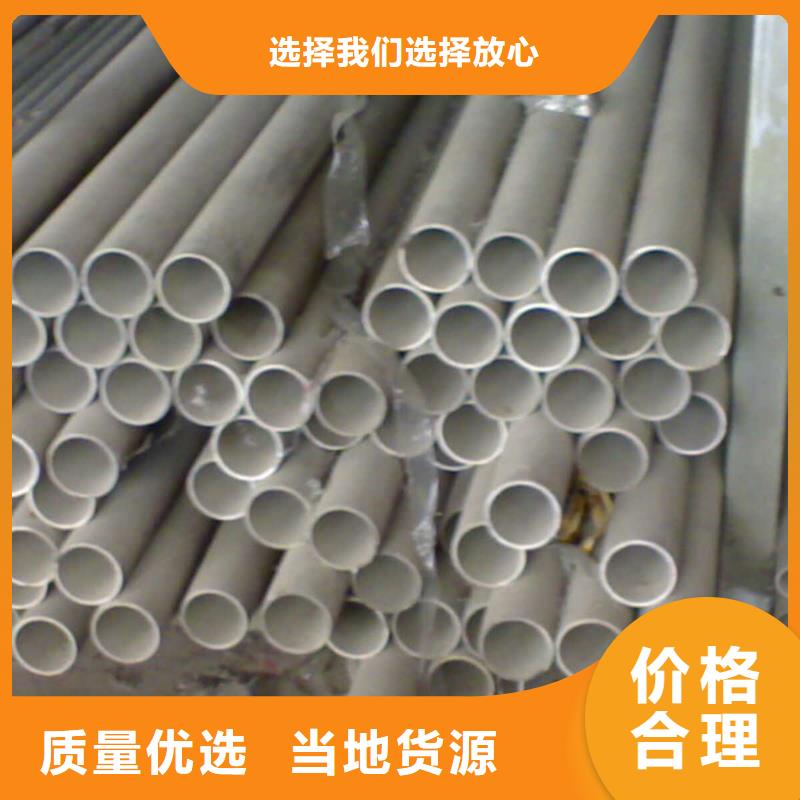
通过综合性分析研究人员在固体材料表面抗黏附和不锈钢管内表面抛光工艺等领域的研究方法与实验成果,发现目前对于表面黏附现象的研究还较为欠缺,没有一个系统且完善的理论来指导管道抗黏附内表面备,缺少一种可操作性强、成本低廉的不锈钢管内表面制备。
同时,由于不锈钢管道具有耐腐蚀性、耐热性强等特点,在精密、、半导体工业当中被广泛运用。而如何制备抗黏附能力强的不锈钢管道内表面一直是研究者们的焦点。因此,本文采用理论分析一实验对比的方法,从固体材料表面抗黏附机理与管道内表面抛光两个方面进行深入研究。
在固体表面液体黏附机理方面,本文在结合固-液界面黏附功理论与光滑固体表面润湿模型的基础上,分析液体在机加工粗糙表面铺展的过程,研究固-液-气三相线的动态移动特性进而直接的分析液体的黏附过程,建立基于系统自由能的线铺展模型,为管道抗黏附表面备提供理论指导。
进行机加工表面润湿实验,采用静态角测量的方法,论证所建立理论模型的正确性。在管道抗黏附内表面制备方面,探讨了目前电化学抛光在大长径比管道内表面加工的缺陷与不足,给出一种可操作性强、加工成本低的管道内表面电化学抛光方案。
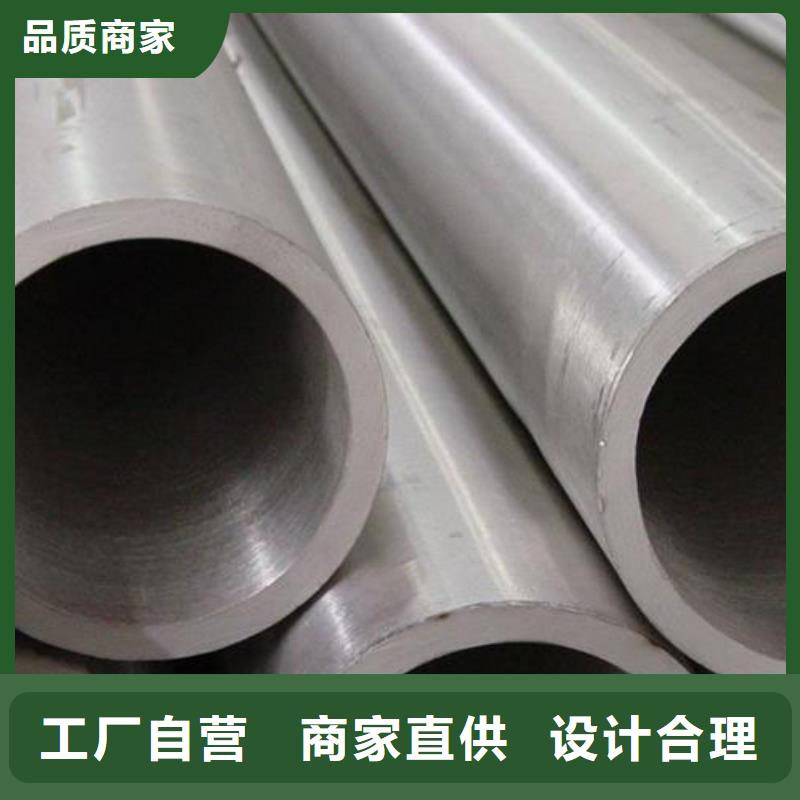
在很况下,奥氏体不锈钢管可作为热强钢,因此奥氏体不锈钢管的高温性能也备受大家的.要实现材料性能和有关参数的计算模拟,关键是建立或数值计算的模型.通过分析、整理,在一定的理论基础上建立数理模型,这是材料计算设计的一个重要的基础工作,对工程应用具有很好的指导意义。


焊接不锈钢管过程中,熔化金属自坡口背面流出而形成穿孔的缺陷,叫烧穿。烧穿不仅影响焊缝外观,而且使该处焊缝的强度显著减弱,还可能造成凸瘤。所以在焊接不锈钢管过程中,应尽量避免烧穿缺陷的产生。产生原因:主要由于焊接参数选择不当,操作工艺不良,或者不锈钢管装配不好,接头处间隙过大或钝边太薄;火焰功率太大。
机器的功率、速度及其工作规范的压力和温度的日益,是近代机器制造工业的发展特点。不久前汽轮发电机(把热能和机械能转变为电能的机器)的功率还没有超过10000~25000千瓦。现在它的功率已经达到了-千瓦。在古比雪夫水电站上安装的每一台水轮机的功率是千瓦。
不锈钢管压力加工所采用的压力机(锻造、模锻、等等)的压力不久前通常都不超过5000-10000吨,只有在极个别情况下才制造和使用较大功率的压力机。在现代的压力机中,压力已经达到了5吨。这样的机器能够在一个或几个压力加工工序中个别大尺寸和形状复杂的机器零件,省略了很多切削加工工序。
为了满足这些要求,冶金学家和金属学家们正在研究很多在高温下具有高强度或很大化学性的新合金——所谓耐热和热性合金;这种优良金属例如钴的生产了日益的发展,钛的比重几乎比钢轻一半且具有很高的强度;寻找强化不锈钢管和合金的、并使其耐磨性、耐蚀性等等的新的有效方法。



可惜,现有的教科书中不仅对学生,而且对此类型劳动后备学校的教师和工长来说,这类问题的说明是很不够的。在焊接过程中,由于各种原因常常造成焊缝出现缺陷。这些缺陷按所处的位置可分为外部缺陷和内部缺陷两种。焊缝的外部缺陷有:焊缝尺寸不合要求、咬肉、焊瘤、弧坑未填满、外气孔、夹渣及裂缝等。
焊缝的内部缺陷有。未焊透、内气孔、内裂缝和夹渣等。现分别叙述如下;1)焊缝尺寸不合要求焊缝外表形状高低不平、宽窄不均、尺寸过大或过小的现象,称为焊缝尺寸不合要求。产生的原因是:大口径不锈钢管边缘加工得不好;装配质量不好(如间隙大小不均、坡口上部宽度不均等);焊条摆动得不均匀;焊接规范掌握不当等。
2)咬肉在金属与焊缝边缘的交界处有纵向的深凹槽,称为咬肉,也有叫咬边或咬口。这是由于焊接电流强度太大,焊条运动得不正确,焊条倾斜的角度不合适等原因造成的。咬肉是一种危险的缺陷,它基本金属的工作截面。尤其当大口径厚壁不锈钢管受动载时,凹槽处会造成应力集中,导致裂缝的产生。
3)焊瘤焊缝的边缘上有多余的而未与基本金属熔合的堆积金属,称为焊瘤(见图8-2)。通常在立焊与横焊时容易产生这种缺陷。产生焊瘤的主要原因是:焊条熔化得太快;电弧过长;焊条运动不正确;焊接速度太慢等。4)气孔焊缝中的气孔是焊接工作常见的一种缺陷。



仓库充裕,诚信商家,发货及时,速度快。本公司产品都通过各部门]严格质检,产品没有质量问题方可发货。完整科学的质量管理体系,
实力和产品质量获得业界的信赖,欢迎各界朋友莅临参观、指导和业务洽谈。


在电极前的参照周期是,料斗再加料时一般使用319KWh/t,在操作机构确立的个试验周期内再加料时可以使用30IKWh/t。目前,一些操作设备会使这些指标越来越系统化,并使再加料时达到290KWh/t,即与参照周期相比预计达到290KWh/t。
结论由于安装了新的检测、控制仪表,使得不锈钢管厂的UHP电弧炉有所改进。UCE(电控制器)能完成主要电参数的实际时间的测量和计算。这样就能检验三相电极间电的平衡,这样的平衡态可使三相电极上的不锈钢耐火材料有着同样的消耗,取消了部份的修补,也使生产率。
TCE(电极记录传感器)具有调节电极的能力,它是按照熔化周期内实际功率不变,而在精炼周期内Va/I不变进行调节的,TCE可以节能,使电极消耗,并使三相电极附近的不锈钢耐火材料有着同样的持久的消耗量。电极位移传感器是在再装料时作为操作设备使用的,正如为了降低电压,被用在防止冷却板水温升高一样。
不锈钢管切削加工是机械制造的重要加工方法之一。不锈钢管切削是用从不锈钢毛坯上切除加工余量而合格不锈钢管的过程。不锈钢管切削的加工方法有车、铣、刨、磨,钻等。在切削过程中,切削作用的产生,必须具备三个基本条件:(1)材料应具有优良的切削性能由于的切削部分要承受较大的切削力和较高的切削热,因此,材料应该具有较高的硬度、耐磨性、耐热性和足够的强度。


在广西省北海市本地采买【不锈钢管H型钢真材实料诚信经营】到国耀宏业钢铁(北海市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:刘国耀-【18762195566】。
名片")